400-678-6601

销售热线:
400-678-6601
售后热线:
13304891586
0459-8151391
0459-8151518
紫金桥软件在电机PTC检测方面的应用
紫金桥软件在电机PTC检测方面的应用
关键词:电机PTC检测,PLC,监控软件
一、概述
目前电机的状态参数的监测方法很多,但是可靠性、实时性、经济性始终是设计者和用户关注的主要方面。电机PTC的检测通过下位机(PLC)及监控软件(紫金桥)结合实现。下位机采用基恩士PLC,具有高可靠性、高抗干扰、高控制能力、面向生产现场等优秀性能,可以充分满足电机运行状态参数的采集、监测和控制的需要。上位机监控软件采用紫金桥监控软件,可以电机PTC检测的自动化控制,缩短产品检测周期的同时保证产品检测的质量,提高了企业的整体自动化水平。
较之传统的单独依靠PLC和触摸屏的电机检测系统,通过紫金桥组态软件做上位机,不仅仅可以长久的保存测量历史记录,而且可以动态显示测量内容,结果判断,产品再次测量提示等功能。特别是有的时候是多套设备分别测试电机的不同参数时,需要通过软件把相应的测量值在关系数据库里汇总时,通过紫金桥组态软件可以轻松实现,而通过触摸屏则很难实现的。
为了标记每个电机,一般都是在电机上贴一个条码,通过扫描枪扫描条码传递给软件,由软件检索数据库,查询之前是否测量过,然后根据查询结果决定PLC是否开始测量。所以一般如果需要保存历史记录的电机检测系统,通常都是要附加个Access或SqlSever等关系数据库的。
通过紫金桥监控软件可以实现对设备的数据采集、参数设置、合格判断、历史记录、良品率统计、报警信息等智能监测功能。本项目包含了 8路测量机组(最高可扩展为12路),可同时测量8个电机。每组电机的测量都独立于其他机组。

系统现场图片1


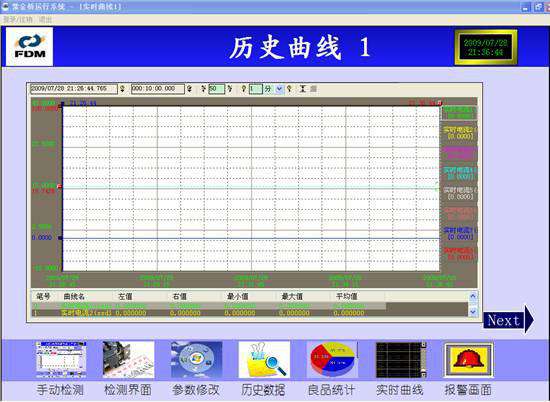
历史曲线的查看,可以查看每个工位的实时测量数据,包括最大值、最小值、平均值等。
历史数据查询,提供 及
及 两种方式,并可以实现历史记录打印、导出到excel操作。
两种方式,并可以实现历史记录打印、导出到excel操作。

良品统计查询,按日期进行产品良品的统计查询。

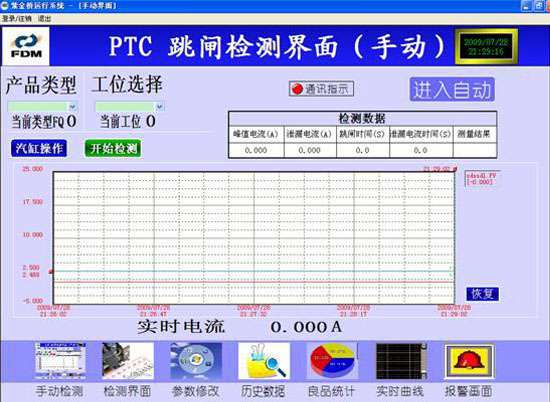
手动检测画面,将产品放在某个空位上,然后按下双手确认按钮,先选择产品类型、工位,然后点击汽缸动作后开始检测。测量数据只在画面显示,不保存历史。

报警信息查看,提供相关参数的报警记录。

三、总结
电机测试系统自动试验过程可智能控制,并具有手动控制方式。通过紫金桥监控软件及时掌握电机的尺寸、耐压等相关参数,实现对产品质量的准确把握。紫金桥在电机检测等行业有着自己独特的技术及服务优势,PTC电流检测控制工程已在电机检测行业广泛应用。
此外,在本工程的实施中,由于可以同时测量多组产品,在时序的安排和具体的测量流程上,需要上位机和PLC的程序间做好协调工作,反复测试,最终保证系统的健壮性和稳定性。
一、概述
目前电机的状态参数的监测方法很多,但是可靠性、实时性、经济性始终是设计者和用户关注的主要方面。电机PTC的检测通过下位机(PLC)及监控软件(紫金桥)结合实现。下位机采用基恩士PLC,具有高可靠性、高抗干扰、高控制能力、面向生产现场等优秀性能,可以充分满足电机运行状态参数的采集、监测和控制的需要。上位机监控软件采用紫金桥监控软件,可以电机PTC检测的自动化控制,缩短产品检测周期的同时保证产品检测的质量,提高了企业的整体自动化水平。
较之传统的单独依靠PLC和触摸屏的电机检测系统,通过紫金桥组态软件做上位机,不仅仅可以长久的保存测量历史记录,而且可以动态显示测量内容,结果判断,产品再次测量提示等功能。特别是有的时候是多套设备分别测试电机的不同参数时,需要通过软件把相应的测量值在关系数据库里汇总时,通过紫金桥组态软件可以轻松实现,而通过触摸屏则很难实现的。
为了标记每个电机,一般都是在电机上贴一个条码,通过扫描枪扫描条码传递给软件,由软件检索数据库,查询之前是否测量过,然后根据查询结果决定PLC是否开始测量。所以一般如果需要保存历史记录的电机检测系统,通常都是要附加个Access或SqlSever等关系数据库的。
通过紫金桥监控软件可以实现对设备的数据采集、参数设置、合格判断、历史记录、良品率统计、报警信息等智能监测功能。本项目包含了 8路测量机组(最高可扩展为12路),可同时测量8个电机。每组电机的测量都独立于其他机组。
系统现场图片1
系统现场图片2
二、系统功能
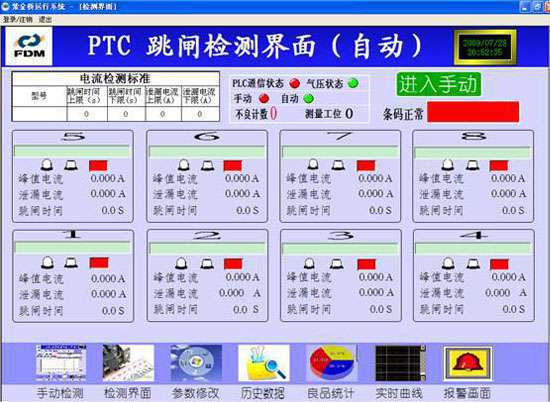
PTC自动检测界面,进入系统后首先检测PLC通讯状态及气压状态、不良品计数等,不符合条件不允许进行操作。
PTC自动检测界面,进入系统后首先检测PLC通讯状态及气压状态、不良品计数等,不符合条件不允许进行操作。
有8个工位可以进行PTC检测,每个工位需要单独扫描条码,然后按下双手确认按钮,PLC通过感应器获得电机放置工位的具体位号,然后通知软件,软件收到确认信号后通知PLC开始测试。
历史曲线的查看,可以查看每个工位的实时测量数据,包括最大值、最小值、平均值等。
历史数据查询,提供
及两种方式,并可以实现历史记录打印、导出到excel操作。良品统计查询,按日期进行产品良品的统计查询。
手动检测画面,将产品放在某个空位上,然后按下双手确认按钮,先选择产品类型、工位,然后点击汽缸动作后开始检测。测量数据只在画面显示,不保存历史。
报警信息查看,提供相关参数的报警记录。
三、总结
电机测试系统自动试验过程可智能控制,并具有手动控制方式。通过紫金桥监控软件及时掌握电机的尺寸、耐压等相关参数,实现对产品质量的准确把握。紫金桥在电机检测等行业有着自己独特的技术及服务优势,PTC电流检测控制工程已在电机检测行业广泛应用。
此外,在本工程的实施中,由于可以同时测量多组产品,在时序的安排和具体的测量流程上,需要上位机和PLC的程序间做好协调工作,反复测试,最终保证系统的健壮性和稳定性。